Гартування - Типи та опір
Стандартні інструменти Rolleri індукційно загартовані.
Найбільш відповідні характеристики - твердість поверхні, яка може досягати 60 HRC, і проникаюча здатність обробки, яка може досягати глибини матеріалу 4 мм. Щоб гарантувати постійну твердість усіх частин, що беруть участь в термічній обробці, необхідний подвійний прохід, тому після фази індукційного зміцнення проводиться фаза відпуску. Роллері застосовує різні техніки відпустки щодо матеріалу та типу профілю, що підлягає термічній обробці: можливе затвердіння при "високій частоті" та "низькій частоті". Завдяки двом методам твердість поверхні гарантована, але для профілів з вузькими перерізами ми уникаємо ризику поломки або внутрішніх тріщин. Далі показано порівняння між загартуванням серцевини та індукційним загартуванням Роллері.
.jpg)
.jpg){kind=link}
{kind=link}
.jpg)
.jpg){kind=link}
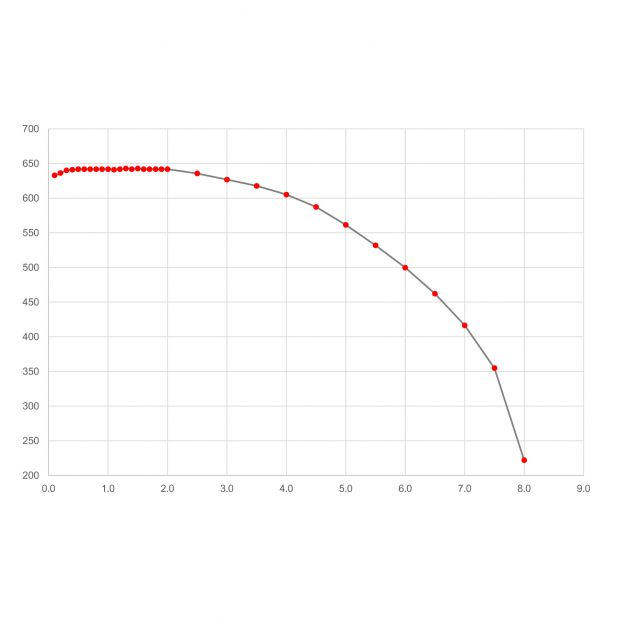
Цей графік показує, що:
Індукційне гартування Роллері має знос 0,003 мм після 12600 ударів;
Зміцнення серцевини має знос 0,014 мм після такої ж кількості ударів.